























































Brändeille, joissa sauman epäonnistuminen ei ole hyväksyttävä tulos, näiden kahden tilanteen välinen ero on syytä ymmärtää yksityiskohtaisesti.
27,12 MHz:n standardi: Miksi RF-hitsaus lämpenee eri tavalla
Ydinero RF-hitsauksen ja tavanomaisen lämpösidoksen välillä ei ole vain tehokkuus – se on suunta, jolla lämpö kulkee materiaalin läpi.
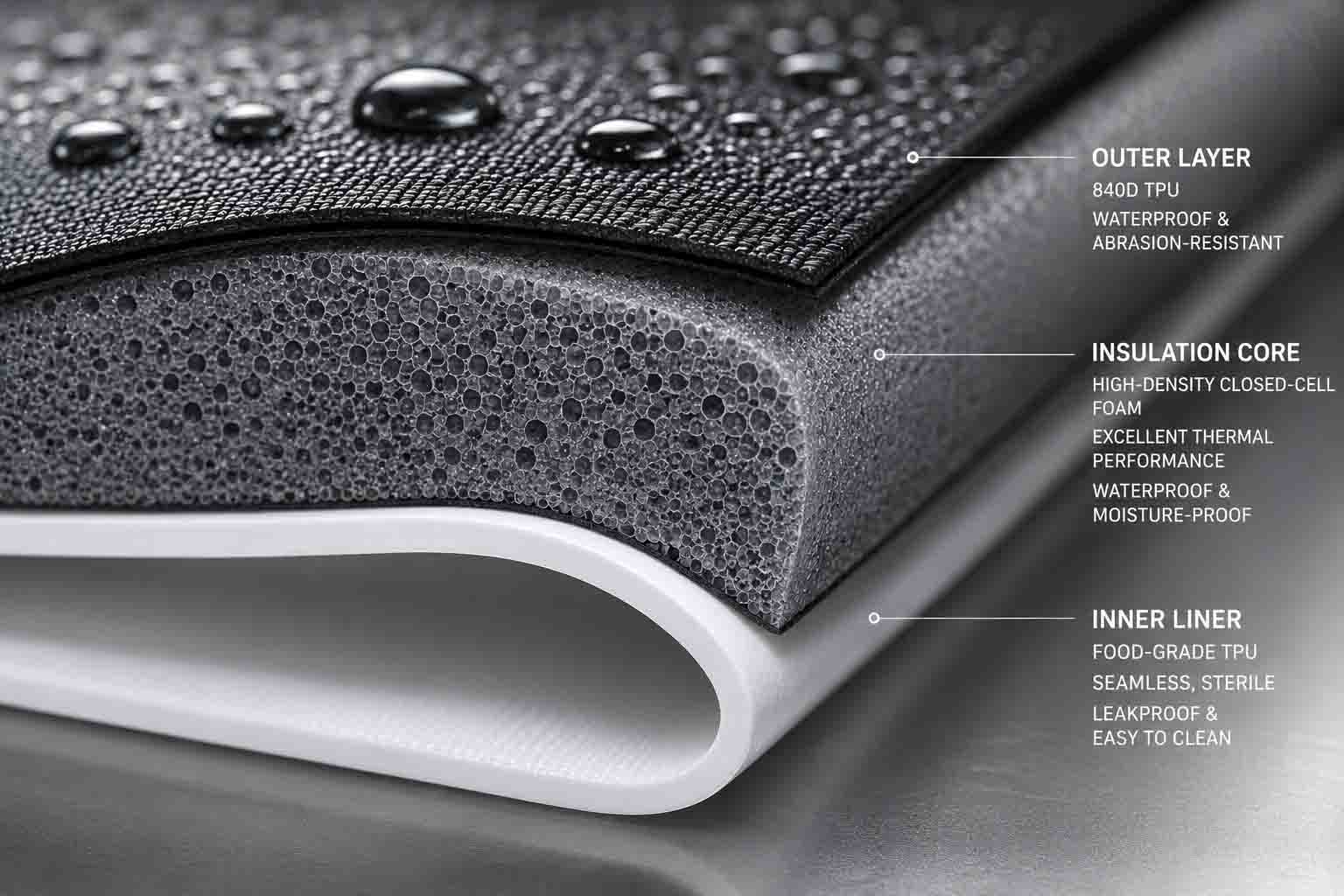
Perinteiset menetelmät (kuumatangot, kuumennetut levyt, lämpöpistoolit) kohdistavat energiaa materiaalin pintaan ja luottavat johtamiseen sisäpuolen saattamiseksi liimauslämpötilaan. Ohutkalvoilla tämä toimii riittävästi. Paksuille, tiiviille TPU-laminaattikankaille, joita käytetään laadukkaissa vedenpitävissä varusteissa, se aiheuttaa käytännön ongelman: sisäpuolen käyttöliittymän saattaminen sulamislämpötilaan vaatii riittävästi pinnan viipymisaikaa, jotta ulkokerros palaa tai muotoutuu ensin. Ikkuna "ei tarpeeksi" ja "liian paljon" kapenee materiaalin paksuuden kasvaessa.
RF-hitsaus ohittaa tämän tuottamalla lämpöä materiaalin sisältä sen sijaan, että se johtaisi sitä sisäänpäin. Ammattimaiset RF-hitsauslaitteet toimivat 27,12 MHz:llä – nimetyllä ISM-radiotaajuuskaistalla (teollisuus, science and medical), joka on varattu tälle teollisuuslaitteiden luokalle. Tällä taajuudella vaihtuva sähkömagneettinen kenttä saa TPU:n polaariset molekyylit yrittämään kohdistamista uudelleen jokaisen värähtelyn yhteydessä: noin 27 miljoonaa kertaa sekunnissa. Tämän tuottama molekyylikitka tuottaa lämpöä tasaisesti koko hitsausvyöhykkeellä, rajapinnalla, jossa fuusion on tapahduttava, ilman, että se on riippuvainen pinnasta sisäpuolelle tapahtuvaan lämmönjohtavuuteen.
Samanaikaisesti käytetyssä pneumaattisessa paineessa materiaali liitosrajapinnassa saavuttaa sulamislämpötilan ja kerrokset sulautuvat molekyylitasolla. Kun kenttä on poistettu ja materiaali jäähtyy jatkuvassa paineessa, alkuperäistä rajaa kahden paneelin välillä ei enää ole rakenteellisesti - hitsausalueesta on tullut yksi yhtenäinen materiaalipala. Tuhoavassa vetokokeessa tämä vyöhyke kestää tyypillisesti ympäröivän pohjakankaan murtumiskohdan ohi. Tämä tulos on käytännön mittapuu oikein suoritetulle RF-hitsaukselle.
Hitsaus 840D High-Tenacity TPU: kapeampi virhemarginaali
RF-hitsaus toimii useilla yhteensopivilla kestomuoveilla – PVC:llä, PET:llä, EVA:lla ja erilaisilla PU-pinnoitetuilla kankailla. Raskaissa ulkosovelluksissa, jotka vaativat jatkuvaa kulutuskestävyyttä ja rakenteellista eheyttä kuormituksen alaisena, 840 denierin luja TPU on vertailumateriaali. Se asettaa myös eniten vaatimuksia prosessin kalibroinnille.
Suurempi denier tarkoittaa enemmän materiaalimassaa hitsausvyöhykkeellä, mikä vaatii enemmän sähkömagneettista energiaa saavuttaakseen sulamislämpötilan. Vaikeus on, että tämä ei tarkoita vain virran lisäämistä. Toimintaikkuna – riittämättömän energian (epätäydellinen sulatus, vuotava hitsaus) ja liiallisen energian (materiaalin palaminen, vaarantunut vedenpitävä suoja) välinen alue kapenee kankaan painon kasvaessa. Tehoasetus, joka toimii puhtaasti 420D TPU:lla, voi tuottaa kylmäpisteitä 840D:lle samalla syklillä, kun taas 840D:lle kalibroitu asetus voi polttaa ohuempia materiaaleja samassa tuotteessa.
Tämän hallitseminen vaatii materiaalikohtaisen kalibroinnin. Kun 840D TPU tulee tuotantolinjalle – olipa kyseessä uuden tuotteen julkaisu tai uusi materiaalierä samalta toimittajalta – RF-teho, puristuspaine ja jakson ajoitus on validoitava kyseiseen materiaaliin nähden: sen denier, TPU-pinnoitteen paino ja koostumus. Nämä parametrit kuuluvat dokumentoituun SOP:iin, jotka tarkistetaan jokaisen tuotantoajon alussa. Laitos, joka soveltaa yhtenäisiä asetuksia kaikilla kankaiden painoilla, ei tee tätä työtä riippumatta siitä, miten ominaisuus on kuvattu.
Kolme prosessimuuttujaa, jotka määrittävät tuotannon johdonmukaisuuden
Prototyyppi, joka läpäisee painetestauksen, osoittaa, että oikea hitsi on saavutettavissa. Johdonmukainen tuotanto edellyttää niiden muuttujien hallintaa, jotka määrittävät, onko se toistettavissa koko äänenvoimakkuudella.
Die Tooling Precision
Hitsaussuulake – muotoiltu elektrodi, joka koskettaa materiaalia ja määrittää hitsin geometrian – koneistetaan messingistä tai alumiinista tietyn saumakuvion edellyttämiin mittoihin. Tämän työkalun mittatarkkuus ei ole toissijainen huolenaihe. Epätasainen suutinpinta aiheuttaa epätasaisen paineen jakautumisen hitsausvyöhykkeen poikki, mikä tuottaa epätasaisen sisälämpötilan: kylmiä kohtia, joissa materiaali ei saavuttanut täyttä sulamislämpötilaa, ja kuumia kohtia, joissa se ylikuumeni. Kylmistä kohdista tulee vuodon alkupisteitä. Kuumista kohdista tulee materiaalin ohenemisen alueita, jotka vaarantavat sauman pitkäaikaisen eheyden.
Muotin kulumisella on sama vaikutus tuotantomäärään. Kosketuspinnat, jotka olivat tuotantokampanjan alussa toleranssin sisällä, ajautuvat toleranssista vähitellen. Vastuulliset RF-hitsaustoimenpiteet seuraavat muotin kuntoa ja vaihdattavat tai kalibroivat työkalut uudelleen ennen kuin kuluminen vaikuttaa hitsin laatuun – ei sen jälkeen, kun laadunvalvontatestaukset alkavat osoittaa kohonneita vikoja.
Painesovellus: kaksi vaihetta, kaksi eri toimintoa
Pneumaattinen paine RF-hitsauksessa palvelee eri tehtäviä aktiivisen hitsausvaiheen ja sitä seuraavan jäähdytysvaiheen aikana, ja molemmilla on merkitystä.
Aktiivisen RF-vaiheen aikana paine varmistaa tiiviin kosketuksen materiaalikerrosten välillä hitsausrajapinnassa, mikä mahdollistaa molekyylien sekoittumisen TPU:n saavuttaessa sulamislämpötilan. Jäähdytysvaiheen aikana RF-energian poistamisen jälkeen paine pitää sulatetun vyöhykkeen paikallaan samalla, kun polymeeriketjut jähmettyvät. Paineen vapauttaminen ennen kuin hitsausvyöhyke on jäähtynyt riittävästi mahdollistaa vielä pehmeän materiaalin muodonmuutoksen, mikä aiheuttaa heikomman sidoksen ja mittojen epäjohdonmukaisuuksia hitsausalueen reunoilla, joista tulee rasituksen keskittymispisteitä käytössä.
Ennenaikainen paineen purkaminen on yksi yleisimmistä prosessin oikosuluista suurivolyymissa RF-hitsauksessa, jossa syklin aikapaine luo toiminnallista kannustinta siirtyä nopeasti seuraavaan osaan. Tuloksena saadut hitsit läpäisevät usein visuaalisen tarkastuksen ja alustavat matalapainetestit, minkä jälkeen ne osoittavat kohonneita epäonnistumisasteita jatkuvassa kuormituksessa ja toistuvasti joustojaksoissa kentällä.
Pyörän ajoitus
Täydellinen RF-hitsausjakso kulkee kolmessa vaiheessa: esipuristus (paine, jota käytetään ennen RF-aktivointia, jolloin materiaali asettuu oikein suulakkeeseen), aktiivinen hitsi (RF-energia päällä, molekyylien kuumeneminen ja sulaminen) ja jäähdytys paineen alaisena (RF pois päältä, hitsausalueen jähmettyminen). Jokaisella faasilla on optimaalinen kesto, joka riippuu käytetyn materiaalin paksuudesta, pinnoitteen painosta ja suuttimen geometriasta.
Nämä ajoitukset eivät siirry materiaalien välillä. Tietylle TPU-spesifikaatiolle kehitetty sykli alihitsaa raskaamman kankaan ja vaarantaa ylihitsauksen kevyemmän materiaalin, jota käytetään muualla samassa tuotteessa. Kun materiaalispesifikaatiot muuttuvat tuotantoajojen välillä – eri denierit, eri pinnoitepainot, eri toimittajaerät – sykliparametrit vaativat uudelleen validoinnin, eivät jatkuvuuden oletusta.
1,0 baarin hydrostaattisen paineen testaus: mitä se todella vahvistaa
Silmämääräinen sauman tarkastus tunnistaa pintatason viat: näkyvät palamisjäljet, selvät aukot hitsauspeitossa, suuria mittavääristymiä. Se ei tunnista alisulatettuja sisävyöhykkeitä, mikrotyhjiöitä hitsausrajapinnassa tai kylmiä kohtia, jotka pysyvät ympäristöolosuhteissa, mutta avautuvat kuormituksen alaisena. Vedenpitäville tuotteille, joilla on paineluokitusvaatimus, silmämääräinen tarkastus on lattia, ei katto.
1,0 baarin hydrostaattinen painetesti on vakavien RF-hitsattujen ulkotuotteiden validointistandardi. Yksi baari vastaa 10 metrin vesipatsaan hydrostaattista painetta – huomattavasti enemmän kuin upotusolosuhteet, joita useimmat ulkoilutuotteet kohtaavat kenttäkäytössä, mikä tekee siitä merkityksellisen tuotannon pätevyystestin.

Toimenpide: valmiit tuotteet täytetään 1,0 baarin sisäiseen paineeseen ja joko upotetaan veteen tai pidetään paineen alaisena tietyn ajan. Läpäisyehto on nolla mikrokuplapäästöä mistään saumasta, hitsausalueesta tai sulkukohdasta. Yksi kupla osoittaa vuotoreitin, joka päästää vettä kenttäkäytössä mittakaavasta riippumatta. Tällä testitasolla ei ole hyväksyttävää osittaista läpäisyä.
Se, mitä testi vahvistaa, ylittää sen, pitääkö tietty yksikkö painetta testaushetkellä. Tuote, joka läpäisee 1,0 baarin paineen, on vahvistanut täyden molekyylisulautumisen jokaisella hitsausvyöhykkeellä, oikean suutinkontaktin koko sauman geometriassa ja riittävän jäähdytyksen ennen paineen vapautumista. Yhdenmukaiset läpäisynopeudet tuotantoajon aikana ovat todiste prosessin ohjauksesta – ei yksittäisten yksiköiden vaihteluista, jotka tapahtuivat trendin positiiviseksi.
Testaustiheys on yhtä tärkeä kuin testin vakavuus. Yksikkökohtainen testaus kriittisille saumatuotteille tarjoaa täydellisen tuotannon kattavuuden ja havaitsee yksittäiset viat ennen niiden lähettämistä. Eränäytteenotto tarjoaa tilastollisen varmuuden pienemmillä kustannuksilla, mutta mahdollistaa yksittäiset viat. Sopiva protokolla riippuu yksittäisen yksikön kenttävian loppupään kustannuksista – tuotteille, joissa yksi vuoto aiheuttaa takuuvaatimuksen ja mahdollisen tuotemerkin altistumisen, yksikkökohtainen testaus on järkevä vaihtoehto.
RF-hitsauskyvyn arviointi: kysymykset, jotka erottavat prosessin kypsyyden
RF-hitsattujen vedenpitävien tuotteiden vuotojen estäminen on tekninen tulos, ei valmistusvaatimus. Prosessimuuttujat tunnetaan, ohjausmenetelmät on perustettu ja tuloksen validoiva testausprotokolla on hyvin määritelty. Valmistaja, jolla on todellista osaamista tällä alalla, kuvaa toimintaansa näillä erityisillä termeillä.
Toimittajaarvioinnin aikana esitettävät kysymykset ovat konkreettisia:
Miten RF-tehoasetukset ja sykliajat dokumentoidaan materiaalispesifikaatioiden mukaan, ja mikä käynnistää uudelleentarkistuksen, kun materiaalierät muuttuvat?
Miten muotin kuntoa valvotaan ja millä kynnysarvolla työkalut vaihdetaan?
Tehdäänkö hydrostaattinen testaus yksikkökohtaisesti vai eränäytteiden avulla ja millä paineella?
Voivatko he toimittaa testitietueita vastaavien tuotteiden viimeaikaisista tuotantoajoista?
Nämä eivät ole vaikeita kysymyksiä laitokselle, joka todella hallitsee näitä muuttujia. Ne ovat erittäin vaikeita kysymyksiä laitokselle, joka käyttää RF-hitsauslaitteita ilman prosessikuria sen takana. Vastaukset kertovat, missä tilanteessa olet.